This website requires Javascript for some parts to function properly. Your experience may vary.
This site uses cookies. Learn more
Mobile shelving allows you to maximise space & gain storage capacity with our mobile racking storage systems.
Mobile shelves move along tracks laid and levelled onto a floor, by the use of a hand wheel, electric push button or pull along handle.
Unlike traditional static shelving, where you would have an aisle either side of the bays of shelving, with movable shelves on rollers, only 1 access aisle is needed. The mobile shelving / roller racking storage units can be moved singularly (manual) or altogether (electric), generating an aisle as and where it is required. When an item is required, the particular shelving bay is identified and an adjacent aisle is created, by moving the mobile shelving units apart
The world renowned auction house, Christies, came to Oracle Storage needing to update their existing storage system to house their ever growing collection of bound catalogues, dating back to 1766.
Back of house storage/stockroom storage areas
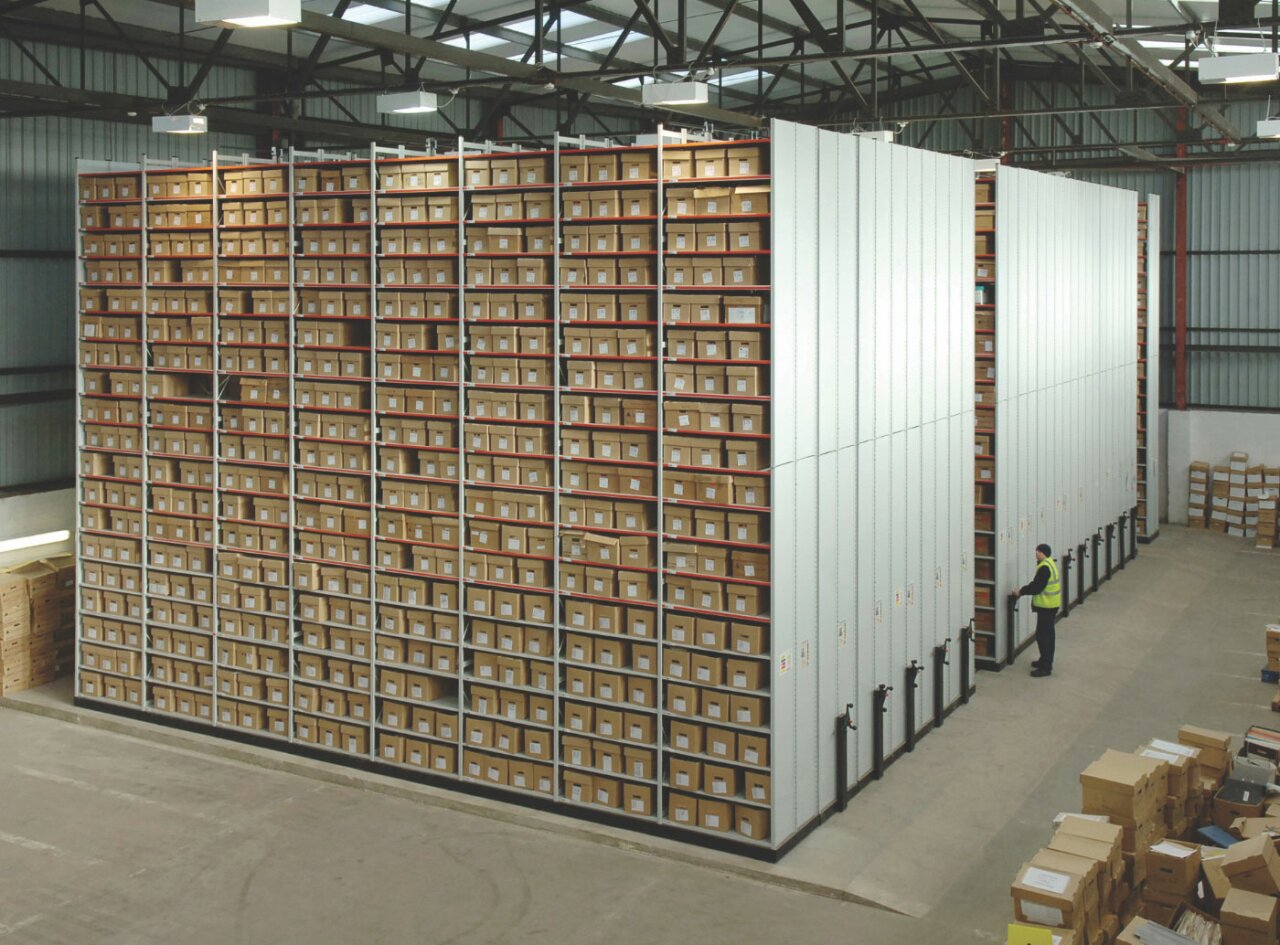
Warehouse mobile shelving units
Storage of boxes & retail stock products
File & document management
Medical records & patient notes storage
HR & personnel records
Library book storage & records
Legal documents live & archived for law firms
Library and museum archives
Schools, colleges and universities
Our mobile track system can be partnered with a wide range of different shelving & racking types as well as cabinets.
Our standard track system is fully demountable, levelled and includes false floor (carpet tiles can be installed). Ramps are included to avoid trip hazards.
Ideal for uneven floors, these tracks are levelled and grouted directly onto the existing floor. Then a false floor is added between the tracks, ramps are included to avoid trip hazards.
Mounts directly on the floor, ideal for level raised/computer floors. Requires the floor to have no more than 2mm deflection in any one-metre direction.
Mounts directly on the floor for lightweight installations, carpet tiles installed between tracks. Requires the floor to have no more than 2mm deflection in any one-metre direction.
Tracks are installed into a solid screeded floor, this provides a seamless finish, greater weight bearing and is a permanent installation.
Designed specifically for raised server and data centre environments.
As your business grows, the mobile shelving system can grow with you, making your office environment or warehouse more productive without taking on more expensive floor space.
Many of the clients we design and supply mobile roller racking systems to in the London area include accountants, solicitors, NHS and back of house/stockroom retail premises, for these clients the storage of files and products need to be maximised in the given area, this is where our mobile storage solutions, compared to conventional, will work.
Movable shelving systems have become one of the most essential high-density storage systems, especially where there isn’t a lot of available floor space, such as units and warehouses in London. This system could not only save you money, it can also free up floor space for either more storage capacity, or personnel space. All mobile shelving is installed by Safecontractor approved and Seirs approved installation teams.
"The new system is exactly what we needed at a time when space was becoming increasingly scarce. Despite some unique challenges around stock and space, the Oracle team delivered a system that works with the space and for those using it on a day to day basis."
Sector: Archive & Museum
Size: 5400 SQ FT
Price range: £21k - £50k
Starting a mobile shelving project can seem like a daunting prospect so we’ve made the process as simple and reassuring as possible to ensure minimal impact to your existing workflows.
Ideally, we begin with a survey of your premises, enabling us to see how you work, take measurements and discuss different mobile shelving options in person with you. However, if this isn’t possible then we can normally gain most of the information needed over the phone.
Following on from the site survey we will deliver our proposal & recommendations based on your requirements and anticipated future goals.
Based on the agreement of your proposal we begin the final design process, submitting detailed drawings for your approval and sign off.
Each project has a dedicated project manager who will work with you to plan dates and to provide you with H&S documentation. Our qualified installation teams will then complete the project.
We pride ourselves on the quality of our products and installations. We handover each project with all relevant documentation, training and certification.
Oracle Storage is still a family business, based in Berkshire. We've grown, yet never lost sight of what really matters: listening, understanding and supporting you with dedication and professionalism.
Whatever your brief, you can trust us to be enthusiastic, dependable and ready with innovative, intelligent advice.
Our expert team are on hand and available to answer your queries weekdays until 5:30pm.
01635 32032
[email protected]